Как согнуть трубу: топ-10 способов проведения работ, советы и рекомендации с фото, изгиб трубы в домашних условиях
Содержание:
- Альтернатива механическому воздействию: как придать изгиб трубе ↑
- Как самостоятельно согнуть трубу
- Как согнуть медную трубу методом спирали
- Горячая гибка
- Способы сгибания
- Трубогибочные станки работающие способом наматывания
- Профессиональное оборудование
- Гибка с применением промежуточной рабочей среды
- Способы сгибания медной трубы
- Особенности гибки профильного сортамента
- Формулы и другие данные для получения расчетов
- Почему важен правильный выбор способа сгибания
- Как работать с трубогибом в домашних условиях
- Условия для сгиба ПВХ трубы
- Методы гибки
- Выполнение расчетов на изгиб
- Гибка в холодном состоянии
Альтернатива механическому воздействию: как придать изгиб трубе ↑
Сложные участки лучше собрать из заводских деталей. Готовые изделия – герметичны, идеально подходят по диаметру, укомплектованы изоляционными прокладками. Собрать изгиб самой сложной формы под силу даже человеку без подготовки.
Готовые детали для сборки трубопровода сложной формы
Альтернатива механическому сгибанию:
Гибкие канализационные трубы: применение ↑
Установка гофрированного шланга оправдана, если нужно провести монтаж в тесных нишах – под ванной, умывальником. Также целесообразно смонтировать из гофры сливы для бытовой техники в местах, где нет возможности проложить жесткий трубопровод. Преимущества – низкая стоимость и простота установки. Основной материал изготовления – ПВХ.
Гофра под чашей ванны
Недостаток гибких канализационных шлангов – в наличии ребер на стенках. На складках гофры быстро скапливается налет, за выступы цепляются нитки. Гофрированные участки – самые частые места образования засоров и главная причина неприятного запаха.
Сгибы большого диаметра
Чтобы избежать проблем с гибкой разводкой, мастера рекомендуют устанавливать съемные крепления – хомуты вместо герметика. В этом случае можно легко отсоединить шланг для промывки или замены.
Как самостоятельно согнуть трубу
В случае возникновения необходимости в сгибе трубы своими руками, можно при расчете воспользоваться универсальной формулой (пять диаметров трубы).
Для примера рассчитаем изгиб для трубы диаметром 1,6 мм:
- Сначала нужно точно представить, какую окружность нужно получить в итоге (для точного сгиба требуется ¼ окружности).
- Далее нужно узнать радиус. Для этого 16 умножается на 5 – получается 80 мм.
- Теперь высчитываются стартовые точки для изгиба. В данном случае нужно воспользоваться формулой C=2π∙R:4. Здесь С – тот отрезок трубы, который будет участвовать в работе. Применяется два π и величина внешнего радиуса трубы.
- На последнем этапе величины замещаются известными показателями: 2∙3,14∙80:4. В итоге получается 125 мм, что равняется продолжительности отрезка, на котором минимально допустимый радиус изгиба будет равняться 80 мм.
Если по приведенным формулам у вас расчеты получить не выходит, их можно провести при помощи программы-калькулятора, которых достаточно в сети Интернет.
Определив нагрузку на круглую трубу и проведя все расчеты, можно начинать работы по гибке, для чего лучше воспользоваться специальным ручным трубогибом, который в значительной степени упростит монтаж. Таких инструментов существует несколько разновидностей. Сегментное устройство позволит проводить работу, ориентируясь на специальные шаблоны, форма которых подбирается под определенное сечение и форму труб. Возможен сгиб трубы до 180˚.
У дорнового трубогиба есть подвижный элемент внутри, который не допускает образования деформаций.
Как согнуть медную трубу методом спирали
Порой выполнить загибание труб обычными способами не удается из-за нестандартных параметров, например, квадратной, а не цилиндрической формы заготовки. Чтобы понять, как загнуть медную трубу в таком случае, нужно, прежде всего, приобрести киянку из резины и пару опор. Затем засыпать полость трубки песком либо наполнить льдом (зимой); изделие установить концами на опоры; подогреть место сгиба; при помощи киянки придать ей соответствующую форму.
Нередко мастерам приходится по заказу сгибать трубу из меди в спираль.
Для этого потребуется:
- Обжечь заготовку для большей гибкости.
- Дать полностью остыть.
- Засыпать внутрь трубы песок либо заморозить там воду.
- Согнуть изделие руками или с помощью паяльной лампы, которая поможет значительно ускорить и облегчить процесс гибки.
Можно при сгибании трубы из меди воспользоваться опорой цилиндрической формы, и тогда спираль получится идеально ровной.
Как видим, методов, как гнуть медные трубы, придумано много. Но на каком бы из них вы не остановились, нужно строго придерживаться основных правил. В первую очередь, все действия выполнять аккуратно и неторопливо во избежание деформации и разрыва стенок трубы. Порой неожиданное резкое движение способно привести к негативным необратимым последствиям и отбраковке изделий.
Прислушайтесь к нашим полезным советам, и вы без труда согнете в домашних условиях медную заготовку для будущего водопровода или системы отопления.
Горячая гибка
Данный способ позволяет придать профтрубе необходимую форму без риска образования трещин и сплющиваний. Линии изгиба получаются плавными. Данный метод нельзя использовать только для труб из цинка, так как в процессе накаливания выгорает оцинкованный слой, который выполняет функцию защиты конструкции от коррозии.
Необходимые инструменты и материалы
- кварцевый песок;
- деревянные заглушки — 2 шт;
- газовая сварка (горелка);
- дрель.
Инструкция:
- Профтрубу затыкают деревянным колышком с одной стороны, затем насыпают кварцевый песок и забивают противоположную сторону аналогичным способом. Это необходимо для того, чтобы избежать деформации в процессе гибки трубы. Без использования песка материал конструкции будет испорчен.
- В одном из концов профтрубы делают отверстие, через которое в процессе накаливания будет выходить воздух.
- То место, которое нужно согнуть, разогревают с помощью газовой сварки или горелки, а затем придают профтрубе нужную форму. При работе с газовой сваркой необходимо соблюдать все меры пожарной безопасности. Нужно избегать перегрева металла, которое может привести к появлению окалины и ухудшению эксплуатационных показателей изделия.
- Как только трубное изделие приобрело желаемый изгиб, необходимо вынуть деревянные клинья и высыпать песок. Заглушки можно легко вытащить, нагрев концы профтрубы горелкой.
Способы сгибания
При сгибании полипропилена можно выбрать две технологии проведения работ. Для каждой требуются разные инструменты.
Горячий способ
Горячим способом согнуть трубы из полипропилена проще. Для выполнения работ, можно использовать два вида оборудования — строительный фен, формовочную машину.
Использование формовочной машины:
- Сделать оправку, по которой будет сгибаться трубка. Ее можно изготовить из ДСП, вырезав нужную форму с помощью лобзика. Обрезанные края нужно зачистить наждачной бумагой.
- Сделать оболочку для сгибаемой трубы из силикона. Это поможет уберечь полипропилен от возможных деформаций при проведении работ.
- Поместить деталь в подготовленную силиконовую оболочку.
- Зафиксировать изделие в деревянной оправе.
- Нагреть пластик.
- Когда расплавленный материал осядет на подготовленную оправу, отключить нагрев.
- Дать детали остыть 10 минут.
Снять готовую трубку с формы, дождаться полного остывания.
Применение фена:
- Для проведения работ нужно подготовить пружинный трубогиб. Его необходимо надеть сверху трубки или закрепить на двух торцах.
- Вращая трубу, ее нужно равномерно нагреть строительным феном.
- Когда пластик размягчится, нужно сделать изгиб по требуемому радиусу, закрепить трубогиб неподвижно.
Останется дождаться остывания пластика, разжать трубогиб.
Согнутая полипропиленовая труба для пола
Холодный способ
Холодный способ гибки полипропиленовых труб, подразумевает под собой выполнение работу руками без использования дополнительного оборудования. Стоит помнить, что трубка может надломиться в нескольких местах, их-за чего будет нарушена целостность трубопровода. При ручной гибке нужно контролировать угол сгибания, не прилагать слишком большое усилие. Чтобы облегчить процесс, можно использовать ручной трубогиб.
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .
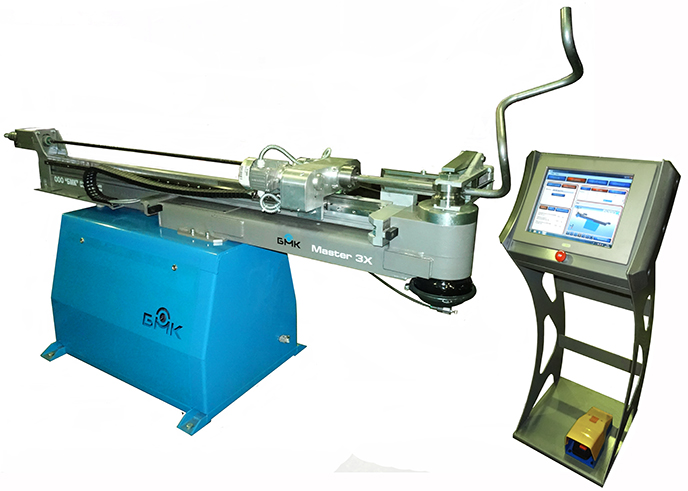 Автоматический трубогиб СЕ-51 серии MASTER.3X
Автоматический трубогиб СЕ-51 серии MASTER.3X
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.

Полуавтоматический трубогиб СЕ-51 серии MASTER
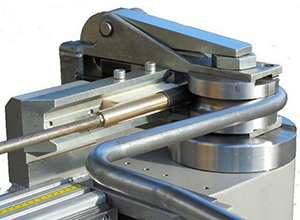
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
Автоматический трубогиб СЕ-51 MASTER.3X — гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО «БМК», практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.
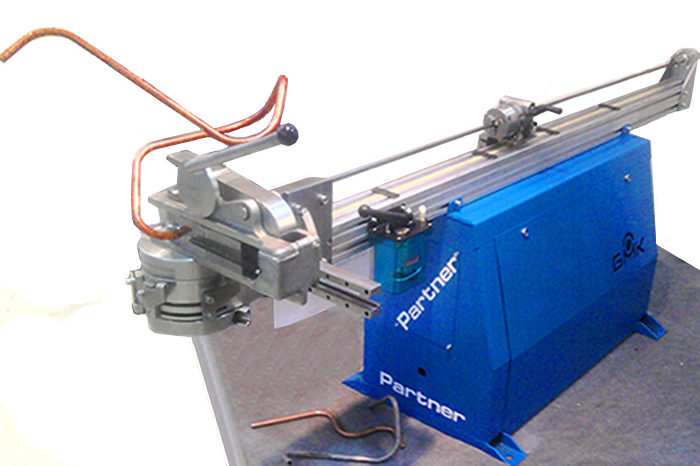
Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов — Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
Профессиональное оборудование

Начнём с того, какие специальные инструменты вы можете использовать для сгибания труб из разных материалов. Обычно такое оборудование есть у профессиональных мастеров и относится оно к категории трубогибов. По методу сгибания все трубогибы можно разделить на несколько категорий:
- Арбалетные изделия имеют определённую форму, поэтому применяются для сгибания труб с подходящим диаметром.
- Пружинные инструменты подходят для самостоятельного сгибания пластиковых трубопроводов. Оборудование выполнено на базе стальной пружины.
- Сегментные конструкции имеют специальный участок, вокруг которого можно вытянуть заготовку.
- Дорновые инструменты предназначены для сгибания элементов с тонкими стенками, а также в случае, когда нужно получить небольшой радиус сгибания.
По виду привода подобное оборудование делится на следующие виды:
- Ручной инструмент подходит для сгибания заготовок небольшого диаметра, выполненных из тонкостенных полимерных материалов, нержавеющей стали и разных цветных сплавов.
- Промышленное гидравлическое оборудование используется для сгибания трёхдюймовых труб.
- Электромеханический инструмент подходит для трубопроводов разного диаметра. Главное его отличие состоит в том, что вы легко можете добиться высокой точности сгибания (угол, радиус).
Гибка с применением промежуточной рабочей среды
Данный метод является одним из наиболее качественных. К тому же, он не имеет ограничений, как по поперечной конфигурации, так и по длине детали. Последовательность реализации процесса следующая:
В подлежащую гибке заготовку засыпают доверху мелкий (это важно!) песок.
Нижнюю часть заглушают деревянным чопиком.
В противоположный торец вливают воду, чтобы увлажнить песок, и повысить его сплошность.
Заготовку периодически встряхивают, чтобы снизить до минимума пустоты.
Когда труба полностью заполнена, её заглушают.
Опирают изделие на толстостенную трубу с подходящими размерами.
Выполняют изгиб своими руками до требуемой конфигурации, учитывая пружинение (медную или алюминиевую трубу гнут непосредственно «в размер», а стальную – до угла, превышающего необходимое значение на 5 — 7°).
Выжигают чопики, и тщательно очищают конструкцию.
Способы сгибания медной трубы
Для ручного сгибания трубы, выполненной из любого металла, всегда используется высокая температура. Металлическую поверхность нагревают с помощью газовой горелки или паяльной лампы в месте сгиба
После достижения требуемой температуры трубе можно осторожно придать нужную форму, осторожно согнув под необходимым углом
Рекомендуем ознакомиться: Как соорудить стеллаж из металлической профильной трубы
С помощью пружины
Простая металлическая пружина – самый простой способ согнуть трубу в домашних условиях. Для этого требуется прочная пружина из стали, чей внутренний диаметр совпадает с сечением трубы.
Сгибание трубы происходит следующим способом:
- пружина надевается поверх;
- труба прогревается полностью или частично с помощью горелки;
- после нагрева металл можно сгибать физическим усилием;
- когда она примет нужную форму, необходимо дать ей остыть.
С помощью песка
Еще один способ согнуть медный трубопрокат – с помощью песка. В этом случае также придется нагревать трубу в области сгиба. Песок, как и пружина, служит для сохранения формы изделия во время деформации.
Он предотвращает неравномерное перераспределение структуры металла и не дает трубке сломаться в случае превышения физического усилия. С помощью песка трубу сгибают так:
один конец закрывается заглушкой или пробкой;
в полость изделия насыпается чистый и сухой песок;
другой конец закрывается пробкой;
в точке сгиба металл нагревается газовой горелкой;
внешний конец прижимается к опоре (столу, стене);
другой конец осторожно загибается под нужным углом.
Придавая трубе необходимую форму, нужно дать ей остыть, после чего можно удалить заглушки и высыпать песок. Во время заполнения трубы сыпучим материалом нужно периодически встряхивать и постукивать ей по столу, чтобы песок равномерно распределился в полости трубы.
Рекомендуем ознакомиться: Как навсегда избавиться от появления конденсата в вентиляционной трубе?
С помощью трубогиба
Для профессиональной гибки трубы под любым углом используется специальный трубогиб. Это ручное, гидравлическое/пневматическое или электрическое устройство, оснащенное специальными вальцами, сменными насадками и зажимами, позволяющими работать с трубами любого диаметра.
Ручные трубогибы – самый простой и доступный способ профессиональной гибки, который можно использовать в домашних условиях. Преимущества ручного устройства – мобильность и небольшой вес, такой трубогиб не занимает много места в гараже или в кладовой. Недостаток у него один – необходимость прикладывать значительное физическое усилие, из-за чего с его помощью можно гнуть относительно тонкие трубы.
Гидравлические и пневматические трубогибы не требуют применения силы со стороны исполнителя, позволяя гнуть трубы любого диаметра. Недостаток у механических устройств – более высокая цена и большие габариты. Не каждый может позволить себе покупку профессионального оборудования, особенно когда работа срочная.
Электрический трубогиб, который отличается максимальной производительностью, обычно применяется в промышленных условиях. Принцип его работы тот же, что и у ручного инструмента, но с помощью электрического трубогиба можно более точно настраивать угол сгиба.
Для разовых работ покупать сложное и дорогостоящее электрооборудование нецелесообразно. Если есть необходимость сгибать толстые медные трубы, можно поискать предложения по аренде в интернете.
Как согнуть трубу в спираль
Описанные выше способы гибки труб подходят для относительно простых задач: согнуть трубу под углом от 30 до 90 градусов. Иногда требуется выполнить более сложную работу, например, придать трубе форму спирали для дизайнерского проекта системы отопления и других нестандартных задач. Сделать это вручную несложно, но это более трудоемкий и длительный процесс, требующий аккуратности.
Проще всего согнуть в спираль с помощью заготовки цилиндрической формы. Для гибки также требуется заполнить полость трубопроката песком и закрыть с обоих концов заглушками. Один конец медной трубки фиксируется между прочной вертикальной опорой и цилиндрической заготовкой, а область гибки прогревается горелкой.
Рекомендуем ознакомиться: Как устроен водопроводный вентиль и особенности его ремонта
После достижения требуемой температуры внешний конец трубы заводится в одну или другую сторону с помощью мускульной силы. Шаг между секциями спирали необходимо контролировать, легонько постукивая по трубе резиновым молотком.
Особенности гибки профильного сортамента
Профильная трубная продукция имеет более эстетичный вид, чем ее аналоги с круглым сечением, поэтому она часто встречается в бытовых конструкциях. При гибке на нее изнутри воздействует сила сжатия, а извне — растяжения. Следует тщательно подобрать способ гибки, прежде чем приступить к выполнению этой операции.
К профильному сортаменту относятся трубы с сечением в виде квадрата, овала, прямоугольника.
Существует несколько нюансов и о них не следует забывать, занимаясь гибкой профильных труб в домашних условиях без наличия специального оборудования:
- Оптимальная длина изгибаемого участка для профтруб с тонкими стенками и сечением до 2 см — высота трубы, умноженная на 2,5.
- Для толстостенных труб длину зоны гибки определяют путем умножения сечения на три. В противном случае не избежать растрескивания материала снаружи или его деформации изнутри.
- Минимальное значение радиуса кривизны — сечение изгиба умноженное на 2,5.
Не учитывая эти требования можно даже не надеяться на хороший результат. Способы гибки не отличаются от применяемых при работе с изделиями с круглым сечением. Кроме того, можно использовать способ ручной гибки с выполнением поперечных распилов, которые выполняют на трех сторонах трубы.
Длину резов и их количество определяют путем расчетов. Допустим, есть труба 40 х 90 мм. Нужно выполнить полный разворот, т.е. согнуть по стенке 40 мм под углом 180⁰ радиусом 150 мм. Сначала вычисляют длину полуокружности по наружному радиусу:
L = (2π r : 2 = 2х 3,14 х 190) : 2 = 596,6 мм
Для внутреннего радиуса вычисления такие же:
Lвн. = (2 х3,14 х 150) : 2 = 471 мм.
Сумму длин резов на внутреннем радиусе определяют по формуле: Lвыр = L – Lвн = 596,6 – 471 = 126 мм.
Желающие собственноручно сделать ручной трубогиб или станок для гибки профильной трубы собственными руками в предложенных нами статьях найдут массу полезной информации, схемы и полезные рекомендации.
Если учесть, что болгаркой можно выполнить рез шириной 5 мм, то на плоскости сгиба длиной 126 мм получится 25 прорезей, после выполнения которых трубу сгибают до тех пор, пока кромки вырезов не соприкоснутся. Прорези заваривают, а швы зачищают.
Для гибки профильных труб обычные трубогибы не подходят. Для этой цели существуют специальные трубогибочные станки, но, даже имея такое оборудование, прямой угол получить практически невозможно. Проще применить сварной способ или использовать фитинги
Есть еще один способ, которым сгибают профильные и круглые трубы, но применить его можно только в зимний период. Для этого в торцы тубы, вставляют пробки, заливают внутрь воду и ждут, пока она застынет. Трубу сгибают, контролируя процесс шаблоном, затем вынимают пробки и удаляют жидкость.
Формулы и другие данные для получения расчетов
Для проведения расчетов на прогиб, выясняем длину детали.
Получить ее можно по следующей формуле:
L=0,0175∙R∙α+l, где
- R – радиус изгиба, измеряемый в миллиметрах;
- α – угол;
- І – ровный отрезок в 100/300, нужный для захвата изделия (при оперировании инструментом).
Проводя расчеты для профильной трубы нужно учесть размер элемента, подлежащего сгибанию.

Для этого нужно провести расчеты по такой формуле:
А=π∙α/180(R+DH/2), где
- π – 3,14;
- α – угол изгиба;
- R – радиуса (измеряется в миллиметрах);
- DH – наружное сечение трубы.
Минимально допустимые градусы для изгиба труб из меди и латуни можно найти в соответствующих таблицах. Все данные отвечают ГОСТам № 494/90 и № 617/90. Дополнительно в них можно найти величины наружных сечений, минимальные статично свободные отрезки.
Присутствует также таблица, которая поможет провести расчеты трубы на изгиб – в ней находятся данные по стальным трубам, которые соответствуют ГОСТу № 3262/75.
Для недопущения недочетов в расчетах нужно также учитывать сечение и толщину стенок.
Почему важен правильный выбор способа сгибания
На фото последствия изгиба об колено
Неправильная холодная деформация трубы, независимо от того, из какого материала она изготовлена, негативно сказывается на прочности стенок.
В процессе сгибания трубы стенка по внешнему краю сильно растягивается и материал из которого она изготовлена истончается. По внутренней стороне трубы, при неправильном сгибании, стенки сминаются и образуются складки, которые негативно сказываются как на внешнем виде, так и на прочности изделия.
Для того чтобы сгибание трубы было выполнено правильно, стенки не должны сминаться, в то время как растягивание материала по внешней стороне должно происходить равномерно.
Как добиться такого результата?
Способы деформации труб без ущерба для их прочности
В таблице показано соответствие диаметра поперечного сечения и радиуса изгиба
Выбор способа сгибания труб зависит от типа производственных материалов. Повсеместно применяется три типа труб: металлические, металлопластиковые и полностью пластмассовые.
Гнуть до необходимой конфигурации можно первые две категории. Если стоит вопрос как согнуть трубу из полипропилена применяем промышленный фен со специальной насадкой.
Так можно гнуть пластиковую деталь с малым диаметром сечения
Установив деталь на насадку можно разогреть пластик до температуры близкой к температуре плавления, после чего можно аккуратно сгибать. Впрочем, для работы с пластиком рекомендую применять угловые фитинги с паяным или клеевым соединением.
Как гнуть трубу из металла
Актуальные способы деформации металлоизделий
Рассмотрим подробнее каждый из перечисленных на схеме способов
Инструмент арбалетного типа с гидравлическим приводом
Гидравлический трубогиб применяется для работы с толстостенными стальными трубами, для деформации которых требуется большое усилие.
Инструкция применения инструмента следующая:
- Деформируемая деталь располагается между металлическими направляющими и прижимными вальцами;
- За счет гидравлического сдвигания прижимных вальцов задается радиус и угол сгиба;
- заготовка прокатывается через направляющие и прижимные вальцы, за счет чего получается необходимая форма.
Применение гидравлического трубогиба за счет подбора вальцов требуемой конфигурации позволяет работать с заготовками с традиционным круглым сечением и с профильными модификациями.
Моторизированный станок для работы с профильной трубой
Для повышения производительности гидравлический инструмент может дополняться электрическим приводом на вальцы. В результате вам придется выставить необходимые параметры сгиба и следить за процессом работы не прилагая физических усилий.
Ручной трубогиб по своей конструкции аналогичен гидравлической модификации. Основным отличием является то, что расположение прижимных вальцов задается не гидравлическим приводом, а мускульным усилием.
Простейший ручной трубогиб ТР-1
Из-за конструктивных отличий ручной трубогиб применяется для работы с трубами с малой толщиной стенок и с небольшим диаметром поперечного сечения. Главным преимуществом ручного инструмента является доступная цена и возможность изготовления своими руками.
Как работать с трубогибом в домашних условиях
Трубогибами называют специальные механизмы, для которых характерен различный принцип действия. С их помощью реализуется ручная и механическая гибка труб профильного и круглого сечения в условиях производства или дома.
Существуют следующие виды ручных трубогибов, подходящих для сгибания пластичных тонкостенных изделий из алюминия, обладающих малым диаметром:
- Рычажный. Этот механизм еще называют станком Вольнова. Для закладки заготовки в нем предусмотрена специальная форма. Сам процесс сгибания не требует нагревания трубы, и осуществляется рычажной силой. Форма соответствует определенному диаметру.
- Арбалетный. Конструкция, в которой закрепляют заготовку, оснащена гнущим сегментом, осуществляющим продавливание середины трубы с противоположной от концов стороне.
- Пружинный. Перед изгибанием труба оснащается пружиной, которую закладывают внутрь изделия. Далее заготовку могут разогревать, или применять холодный метод сгибания. По окончанию процедуры пружину необходимо извлечь.
При помощи станочной гибки существует возможность решения вопроса как согнуть, и как выпрямить алюминиевую трубку самого различного диаметра и формы. Риск ее повреждения сведен практически к нулю.
Данные механизмы могут иметь электромеханический или гидравлический принцип работы, что гарантирует получение точного результата работы, согласно выдвигаемым требованиям. Также есть способы, как загнуть трубу без трубогиба, что весьма удобно, когда под рукой нету необходимого инструмента.
Условия для сгиба ПВХ трубы
Пластик отлично сгибается, если на него воздействовать определенными показателями температуры
Важно соблюсти несколько условий для изгиба:
- разогревание участка до 75 градусов в том месте, где будет произведен изгиб;
- воздействие на элемент с помощью парообразных веществ.
Чтобы не покупать массу ненужных фитингов, которые требуют внимательности при установке, мастера зачастую используют различные методики изгиба
При работе с нагретым воздухом, который будет воздействовать на пластик, следует проявлять осторожность: можно не только полностью сжечь место нагрева, но и обжечь руки
В данном деле важно производить манипуляции аккуратно и постепенно
Полипропилен и поливинилхлорид отлично поддаются сгибанию
Бывает сложно добиться идеального изгиба, поэтому перед тем, как приступить к работе, рекомендуется тщательно продумать все будущие повороты трубопровода. Заранее стоит потренироваться сгибать изделие на небольшом отрезке.
Методы гибки
Для сгибания применяются специализированные приспособления (трубогибы). Эти устройства позволяют качественно выполнить процесс. В домашних условиях можно согнуть трубу без трубогиба несколькими способами.
Холодная гибка
При использовании этого способа металл не поддается воздействию высокой температуры. Сгибать необходимо на заранее изготовленном шаблоне. Для удержания применяются тиски или самодельные приспособления. Этот метод используется для изделий с небольшой толщиной. Высота профиля при таком методе не должна превышать 10 мм.
Горячее сгибание
Заготовки, высота поперечного сечения которых составляет от 10 до 40 миллиметров, следует сгибать с применением нагрева. Участок, на котором будет сгиб, нагревается до высокой температуры. Таким образом удается уменьшить силу оператора.
ВНИМАНИЕ: Во избежание ожогов, при применении нагрева следует использовать индивидуальные средства защиты, такие как перчатки и очки.
Рычагом
Чтобы сгибать без специализированных приспособлений, оператор использует физическую силу. При небольших размерах изделия больших усилий от оператора не требуется. Если обрабатываемый предмет имеет высоту сечения более 10 миллиметров, для увеличения давления используется рычаг. Работа выполняется следующим образом:
- Подготавливается шаблон нужной формы. Он должен быть изготовлен из прочного материала;
- Шаблон и заготовка крепятся в тисках;
- На свободный край трубы надевается рычаг. Длина рычага должна быть достаточной для повышения усилия;
- Воздействием на рычаг осуществляется сгибание.
Использование рычага при сгибании может применяться как при холодной, так и при горячей гибке.
Использование пружины
При небольших размерах изделия используется пружина. Она оказывает внутреннее противодействие, и предотвращает деформацию металла. Перед выполнением работ необходимо изготовить пружину из стальной проволоки (толщиной от 1 до 4 миллиметров). Форма пружины должна соответствовать форме поперечного сечения заготовки. По размеру пружина должна быть немного меньше диаметра трубки.
Пружина для гибки профильной трубы
Пружина помещается вовнутрь детали на место сгиба. После этого, процесс сгибания может быть выполнен как холодным, так и горячим методом. В процессе сгибания пружина, создавая внутреннее противодействие, не допускает повреждения внутренней и наружной поверхности сгиба. По окончании работ необходимо извлечь пружину из детали.
Вместо пружины можно использовать чистый и сухой песок. Один край трубы закрывается деревянной пробкой. Через открытый край деталь полностью заполняется песком. После заполнения, вторая сторона закрывается деревянной пробкой. Песок внутри обрабатываемого предмета дает возможность сохранить форму профиля и снижает степень деформации при сгибании.
Резка и сварка
При этом способе внутренняя и боковые стороны сгиба надрезаются болгаркой, после чего обрабатываемый предмет можно легко согнуть. Процесс происходит следующим образом:
- На внутреннюю сторону профиля наносится разметка;
- Согласно разметке, внутренняя и боковые поверхности надрезаются углошлифовальной машиной;
- Заготовка сгибается до тех пор, пока стыки пропилов не соприкоснутся друг с другом;
- Соединенные стыки свариваются между собой;
- Сварочные швы шлифуются.
Выполнение расчетов на изгиб
Выполнение расчета круглой трубы на изгиб требуется для того, чтобы определить максимально допустимый уровень напряжения на каждый конкретный участок трубы.
Каждый материал имеет свою величину нормального напряжения, которые не оказывают какого-либо воздействия на само изделие. Для получения правильных расчетов, их нужно проводить по специальной формуле
Особое внимание следует уделять тому, чтобы показатели оставались в пределах максимально разрешенных значений. Согласно закону Гука, образующаяся сила упругости прямо пропорциональна деформации

Рассчитывая величину изгиба, нужно дополнительно использовать следующую формулу напряжения: M/W, где M – величина изгиба по оси, испытывающая на себе усилие, а W – величина сопротивления этой оси в месте изгиба.
Гибка в холодном состоянии
Гнутый металлопрофиль при применении холодной технологии получается при его высоте до 40 мм. Согнуть такой прокат можно как ручным, так и механизированным способом. При размере металлопрофиля до 10 мм нет необходимости в его наполнении песком. Выгнуть профтрубу без использования предварительного нагрева можно с помощью дополнительных приспособлений. Для тонкостенных изделий небольшого размера применяется гибкая пружина, помещаемая внутрь. Она позволяет изогнуть металлопрокат без его механического повреждения.
Перед тем как согнуть трубный профиль, края пружины фиксируются проволокой на концах трубы. Это закрепит ее внутри изделия и не даст выскочить при механическом воздействии. При этом самом простом методе необходимо соблюдать главное условие: пружина должна иметь размер лишь немного меньший внутренней части трубы. Загнуть профтрубу таким способом получится без повреждений металла. Правильно подобранный размер пружины позволит ее извлечь по окончании процесса быстро и легко.
Наличие трубогиба позволит проводить работы с продукцией минимального размера профиля 10 мм и максимального до 40 мм. Перед тем, как согнуть профиль для теплицы своими руками, определяется метод работы с металлом. Небольшой простейший эксперимент покажет, необходимо ли будет предварительно нагревать металл или же нет. Для этого трубный конец зажимается тисками, а на другой надевается профиль с большим внутренним размером. Если получается вручную заставить согнуться стальной прокат, можно выполнять работу без использования предварительного нагрева. Помимо ручного или же электрического профилегиба, используются многочисленные оправки и гибочные столы. Они подходят для получения дуги алюминиевых или же стальных металлопрофилей с максимальной высотой до 10 мм.