Программы для мебельщиков скачать
Содержание:
- Эффективная программа раскроя материала: удобно и практично
- Распространенные ошибки
- Как сделать лекало для шитья самостоятельно
- Анализ ключей аналитики РАУЗ (УПП 1.3)
- Описание программы
- Базис-Мебельщик
- Часто задаваемые вопросы:
- Автоматическое формирование управляющих программ для пильных центров с ЧПУ
- Настраиваемая сортировка
- Задача оптимального расходования материалов состоит из нескольких частей
- Программа раскроя листовых материалов
Эффективная программа раскроя материала: удобно и практично
Сегодня мы предлагаем универсального безотказного автоРаскладчика, в 99% случаев превосходящего опытного специалиста.
- Среднее время расчета раскладки 3-10 минут.
- Среднее снижение расхода материала 1-5%.
- Средний срок окупаемости — 3-6 месяцев.
Преимущество перед западными аналогами (США, Германия, Бразилия) в том, что в системе проектирования одежды АССОЛЬ результат адаптирован не только для автоматизированных программ раскроя материала, но и для ручного раскроя, при этом можно задать более широкий спектр технологических ограничений.
ВИДЕО, рассказывающее о некоторых полезных возможностях Оптимальной Автоматической Раскладки АССОЛЬ:
БУКЛЕТ с примерами «НАЙМИТЕ НА РАБОТУ ИДЕАЛЬНОГО РАСКЛАДЧИКА».
Оптимальная Автоматическая раскладка OPTiPACK (версия для ОДЕЖДЫ)
Модуль «Автораскладка OPTiPACK» отслеживает все ограничения и технологические условия раскроя (рисунок, ворс, зазоры между лекалами и пр.).
- Поддерживаются режимы настилания: «в сгиб», «на трубке». Поддерживается режим «интеллектуальные зазоры», обеспечивающий удобство ручного раскроя деталей сложной конфигурации.
- Поддерживается режим создания секционных раскладок с формированием отчета по каждой секции. Учитывается разнооттеночность полотна. Отслеживаются положения конкретных лекал: «в центре» «у кромки» и т. п.
- Поддерживается режим раскладки с учетом дублирования заданных групп лекал.
Специальные возможности для раскроя трикотажных полотен:
- Возможность перегиба несимметричных деталей.
- Возможность расположения деталей с перегибом по поперечному сгибу настила.
- Учет неровной кромки.
Функция «Уплотнение готовых раскладок» позволяет быстро (меньше минуты) получать рабочую раскладку при небольших(1-5 см) изменениях ширины ткани или подмене комплектов модели.
Включает все средства интерактивной (ручной и полуавтоматической) раскладки лекал.
Может подключаться к наиболее распространенным швейным программам раскроя.
Поддерживает ISO и HPGL форматы данных для вывода раскладок на автоматизированный раскройный комплекс, плоттер или каттер.
Оптимальная Автоматическая раскладка OPTiPACK (версия для КОРСЕТНЫХ ИЗДЕЛИЙ)
В модифицированном программном модуле используется авторский алгоритм блочной упаковки лекал корсетных изделий, включающий элементы искусственного интеллекта. По сравнению с версией для одежды дает дополнительную экономию материала 1-5%.
Планировщик раскладок (дополнение к модулю Автораскладка OPTiPACK)
Модуль «Планировщик раскладок» формирует очередь раскладок для автоматического просчета в соответствие с заданными приоритетами — в ночное время или днем в фоновом режиме.
Позволяет автоматически генерировать наборы раскладок, включающих различные комбинации моделей и размеров, при этом специалист может задавать ограничения на диапазон длин и/или общее количество комплектов при автоматической генерации наборов раскладок.
Содержит ряд команд для удобства оперирования наборами (списками) заданий на раскладку:
- Изменение приоритета раскладок.
- Создание копии выделенного набора раскладок для изменения параметров (ширина, рисунок материала, зазор, поворот на малые углы, секционность и пр.).
- Объединение раскладок.
Сохраняет полученные результаты, включая время расчета раскладок, в виде отчета.
Раскладка лекал интерактивная
Модуль обеспечивает раскладку лекал в ручном режиме (с участием человека-оператора).
Более подробно — смотрите в разделе ДЕМО.
Распространенные ошибки
Основные типы ошибок при раскрое металла можно разделить на расчетные и технологические. Первые появляются при неправильном формировании схемы порезки, не учитываются размеры деталей, порядок их расположения на листе. Минимизировать эти неточности можно с помощью программ по раскрою. В платных версиях возможна организация потокового производства, в расчет берутся деловые остатки после предыдущих раскроев.
Примеры технологических ошибок для различных видов резки металла:
- Плазменная резка. Неправильный режим работы приведет к формированию дефектов. Дополнительно будет сильный износ сопла, последствия – растяжение дуги, расширение реза.
- Лазерная обработка. Быстрый проход луча может стать причиной появления грата – затвердевание наплывов на кромке. Обязательна настройка направляющей рамы, ее износ влияет на точность реза.
- Механический раскрой. Частая причина искривления края – затупившаяся кромка диска, гильотины или полотна. Также для механической обработки важна фиксация листа.
Для оптимизации процесса и получения качественных заготовок можно использовать несколько технологий раскроя. Это актуально для изготовления сложных по форме изделий или для организации постоянного потокового производства. Главное преимущество такого подхода – уменьшение отходов, что положительно сказывается на себестоимости продукции.
Как сделать лекало для шитья самостоятельно
В курсах кройки и шитья от мастеров для начинающих разбирают тему необходимости лекала. А также рассказывают, как его сделать в домашних условиях. Сначала нужно понять, что это, и зачем приспособление нужно начинающей швее.
Лекало для шитья, выполненное своими руками или купленное, необходимо для построения чертежа на ткани. Криволинейные лекала облегчают работу портных. Только опытные специалисты могут от руки начертить замысловатую выкройку. У новичков глаз не наметан. На начальном этапе рекомендуется завести дома овальное как капля лекало, а также длинное, как сабля.
Капелька помогает оформлять плечевые стыки. Сабля предназначена для проведения плавных линий боковых швов. Есть также французское лекало, оно подходит всем.
 Набор лекало
Набор лекало
Как сделать лекало:
Скачать файл для распечатки. Легко найти в интернете. Можно сначала выбрать два основных вида.
Распечатать в масштабе 100%
Важно, чтобы изображение было качественным, а отметки были четко видны.
Вырезать по форме. Наклеить бумагу на плотный картон. Если есть возможность вырезать форму из фанеры — хорошо
Лекала используют не одноразово.
Если есть возможность вырезать форму из фанеры — хорошо. Лекала используют не одноразово.
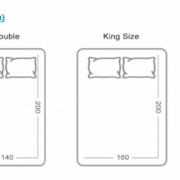
Важно! Один из вариантов первой работы на швейной машинке — постельное белье. Работа с лекалом. Работа с лекалом
 Работа с лекалом
Работа с лекалом
Анализ ключей аналитики РАУЗ (УПП 1.3)
Эту публикацию можно в некотором роде рассматривать как продолжение предыдущей – “УПП РАУЗ – Отрицательные остатки. Поиск. Анализ. Корректировка.”.
В ней также анализируются причины ошибок в расчетах себестоимости.
Кроме того, ее можно рассматривать как некий ликбез, для тех, кто “вляпался” в такие расчеты недавно.
Не ждите от обработки большой кнопки ИСПРАВИТЬ. Основное назначение именно анализ.
Обработка возникла в процессе очень быстрого и динамичного внедрения, когда “по ходу” приходилось несколько раз менять порядок учета на тех или иных производственных участках.
Но и сейчас, когда все встало в “нормальное русло”, используем её ежемесячно.
5 стартмани
Описание программы
Программа позволяет не только осуществлять раскрой профиля МДФ с минимальными отходами, но и осуществляет следующие функции:
- Ведение полного учета на складе материалов и готовой продукции.
- Формирование карты раскроя ДСП, фанеры и иных панелей с учетом всех факторов ширины разреза, припуска на черновую и чистовую обработку кромок, минимальный зазор между деталями.
- Схемы распила могут быть откорректированы вручную.
Раскрой ДСП для кухни или иного мебельного комплекта может осуществляться в едином заказе или распределятся между разными. Данные для программы импортируются из собственных каталогов или сторонних электронных документов разных форматов. Формирование карт на линейный раскрой производиться с одновременным созданием спецификаций на каждую деталь комплекта.
Исполнитель имеет возможность распечатать полный пакет проектных и сопроводительных документов на принтере. Раскрой ДСП для шкафа в виде отдельного предмета мебели или в составе гарнитура делает мелкосерийное производство чрезвычайно гибким. Это обстоятельство позволяет оперативно подстраиваться под изменения конъюнктуры рынка.
Базис-Мебельщик
Эта программа считается лидером мебельного софта.
«Базис-Мебельщик» — главный модуль для виртуального создания моделей корпусной мебели любого уровня сложности на профессиональном уровне. С его помощью можно составить полный комплекс чертежей, карту раскроя, получить конкретные рекомендации по установке крепежей, вплоть до указаний по облицовке кромкой панели. Кроме него в комплекс вошли ещё шесть модулей, подобранных для различных видов мебельного бизнеса.
Названия говорят сами за себя.
Модули программы
«Базис-Шкаф» — модуль для параметрического проектирования — изменения геометрических соотношений и различных конструктивных схем корпусной мебели. С его помощью можно получить полноценную проекцию шкафа за 5-10 минут (Рис. 4);
Рис. 4
«Базис-ЧПУ» — специализированная программа для раскроя и присадки деталей, смоделированных в основном модуле, на ЧПУ и фрезерно-присадочных центрах по изготовлению мебели (Рис. 5);
Рис. 5
«Базис-Раскрой» — софт для создания карт раскроя по всем необходимым параметрам: площадь и размеры заготовок, количество резов и их точная длина, выход «полезных» обрезков, количество отходов и т.д. (Рис. 6);
Рис. 6
«Базис-Смета» — удобный инструмент не только для расчета материальных затрат на единицу продукции, но и анализа интеллектуальных, трудовых и прочих расходов, возникающих при ведении хозяйственной деятельности. При правильных начальных настройках, последующие расчеты программа производит автоматически, позволяет подстраивать вручную бланки документации, экспортировать документы и расчетные данные в 1С:Предприятие (Рис. 7);
Рис. 7
«Базис-Салон» — программа для работы с заказчиками непосредственно в магазине мебели. Благодаря простому функционалу продавец быстро создаст и представит на суд клиента фотореалистичное изображение будущего изделия, рассчитает стоимость, передаст информацию о новом заказе в производство (либо команду отгрузить готовую продукцию со склада) (Рис. 8);
Рис. 8
«Базис-Склад» — программа учета материальных ценностей, дополняющая бухгалтерские программы, но дающая более развернутую информацию о приходе-расходе, внутреннем движении, остатках и видах материалов и т.д (Рис. 9).
Рис. 9
Плюсы «Базис-Мебельщика»
- отличный графический редактор, с помощью которого можно получать профессиональные чертежи и схемы для раскроя, изготовления деталей и сборки (Рис. 10);
- возможность создания собственных библиотек;
- реализована функция автоматической привязки маркера;
- есть возможность использования определенных фрагментов часто повторяющихся элементов для создания мебельных комплексов;- карты присадок выводятся автоматически, есть ручное редактирование;
- удобная расстановка крепежа с возможностью создания аналоговых схем (Рис. 11);
- модули могут работать как автономно, так и в комплексе. С их помощью можно максимально оптимизировать рабочее время и автоматизировать производство на каждом этапе – от приемки заказа до выдачи готовой продукции.
Рис. 10
Рис. 11
Минусы:
- самый глобальный недостаток – высокая цена ПО;
- недостаточно хорошая визуализация – проигрывает по сравнению с функционалом PRO100;
- сложность при освоении.
К примеру, чтобы изготовить шкаф, начинать работу необходимо с виртуальной визуализации проекта в «Базис-Шкафу», затем экспортировать его в «Базис-Мебельщик», чтобы проработать сложные элементы. После чего – рассчитать стоимость в «Базис-Смете», создать карты раскроя и присадки в «Базис-Раскрое», вывести остаток материала в «Базис-Склад»…
Словом, без предварительной подготовки или курса обучения разобраться довольно сложно.
Часто задаваемые вопросы:
Что делает этот калькулятор?
Smartcut.pro позволяет составить оптимальную схему раскроя линейных изделий (арматура, брус, кабель, веревка и т.п.).В калькуляторе раскроя используется наш алгоритм расчета с наилучшим полезным выходом и минимальными отходами.
API
Only for PRO
Request URL: https://smartcut.pro/api_cut.php Request Method: GET / POST Request parameters: api_token: 3d2706bbc69168ecd75db8449f272287 (example) params: -l 0 -s 2 -b 10000:100 -c 5600-4 3400-8 3500-4 4600-8 3300-12 (URL encode) Example request link: https://smartcut.pro/api_cut.php?api_token=3d2706bbc69168ecd75db8449f272287& params=-l%200%20-s%202%20-b%2010000:100%20-c%205600-4%203400-8%203500-4%204600-8%203300-12 Response:
Как быстро ввести список деталей, например из Excel?
Пример задачи для калькулятора линейного раскроя:
Например, вам необходимо разрезать 6 метровые доски на: 23шт по 1.2м, 12шт по 2.3м, 6шт по 3м и 17шт по 0.8м. Как израсходовать наименьшее количество исходных досок и минимизировать отходы?
Существует ли оффлайн версия или мобильное приложение с калькулятором?
Нет. Веб версия калькулятора адаптивна для всех типов устройств и максимально оптимизирована для быстрой загрузки при медленном интернете, что исключает необходимость создания мобильного приложения или оффлайн версии калькулятора.
Как разместить калькулятор у себя на сайте?
Вставьте этот код на страницу своего сайта:<iframe width=»100%» height=»500″ src=»https://smartcut.pro/ru/»></iframe>
Раскрой с угловым разрезом. Раскрой с торцами под углом(как у рамок картин):
В случае наличия двух видов отрезков с разными углами (например 30 и 60 градусов), надо делать два отдельных расчета для каждого вида отрезков. Когда же угол у всех отрезков одинаковый (например 45 градусов), то такая задача по раскрою решается, как обычно, одним расчетом.Например, имеется задача: из заготовок длиной 2м нарезать 4 вида отрезков: с длиной 79см/75см(наружняя/внутренняя длина), 59/55см, 39/35см и 29/25см.Решение: в калькуляторе указываем СРЕДНЮЮ длину отрезков: 77см, 57см, 37см и 27см а длину заготовки задаем 1,98м (длина заготовки для раскрой 2м минус разница между максимальной и средней длиной любого отрезка, это (59-57) = 2см). В полученной карте раскроя точки разреза необходимо отмечать как на рисунке:
Планируется ли разработка раскроя листов (2д раскрой)?
Да, в скором будущем.
Что означает колонка «Название»?
Название детали, отображаемое на карте раскроя. Может включать в себя любую информацию: маркировку, размер сечения, номер детали и тп. Это не обязательный параметр.
Автоматическое формирование управляющих программ для пильных центров с ЧПУ
В модуль встроен постпроцессор перевода сформированных карт раскроя в управляющую программу для пильного центра, что позволяет использовать модуль Базис-Раскрой вместо оптимизатора пильного центра. При формировании управляющей программы для ЧПУ, для получения корректных карт раскроя, предусмотрена настройка ряда параметров, учитывающих технологические особенности и ограничения пильного центра. На форматно-раскроечном станке количество поворотов полосы не ограничено, поскольку повороты осуществляет человек. На пильных центрах количество поворотов полос ограничено системой управления. Как правило, это значение равно 4-5. Пильный центр может кроить как отдельные плиты, так и пакеты плит. Для этого случая реализовано два алгоритма формирования карт раскроя: кроить только пакеты или кроить пакеты и отдельные плиты. В первом случае, если количество деталей в задании не кратно заданному количеству плит в пакете оно увеличивается до кратного. Лишние заготовки помещаются на временный склад хранения заготовок и автоматически используются при последующих раскроях. Во втором случае сначала формируются карты раскроя для пакетов, а для плит, количество которых не кратно количеству плит в пакете формируются отдельные карты, для последующего раскроя на форматно-раскроечных станках. Реализована сортировка деталей на плите по различным алгоритмам. Это позволяет размещать все узкие и длинные детали в середине плиты, что исключает режим образования «саблевидных» заготовок.
Настраиваемая сортировка
При полосовом раскрое, когда используется разделение на полосы, появляется возможность управления размещением полос на листе. На коэффициент использования материала это, безусловно, не повлияет, поскольку общая площадь заготовок, площадь плиты, размеры и количество обрезков не изменяются. Однако грамотная сортировка может существенно улучшить технологичность карт раскроя, то есть время и трудоемкость их реализации, а в некоторых случаях даже избежать технологического брака. Последнее утверждение кажется фантастическим, тем не менее, оно имеет место. Дело в том, что при пилении некоторых плитных материалов, например древесностружечных плит, может наблюдаться искривление отпиливаемых полос. В этом случае все расположенные на них детали пойдут в брак. Данный эффект в большинстве случаев проявляется на очень длинных полосах, отпиливаемых от целой плиты. В модуле БАЗИСРаскрой они называются полосами первого уровня. Для исключения причины возникновения данного эффекта длинные и узкие полосы следует располагать в середине полосы. Соответствующий режим можно активировать для любого метода сортировки. Он позволяет решить две, на первый взгляд, взаимоисключающие задачи:
- расположить узкие полосы внутри плиты;
- упорядочить заготовки в полосе в соответствии с выбранным методом сортировки.
Всего методов сортировки семь, плюс специальный пользовательский метод, который базируется на одном из них (рис. 4). В качестве примера проанализируем один из методов, когда полосы размещаются по уменьшению ширины, но при этом самая широкая полоса отпиливается последней. Карта, в которой полосы отсортированы таким образом, показана на рис. 5. При ее выполнении экономится достаточно приличное время за счет двух факторов:

Рис. 4. Выбор метода сортировки

Рис. 5. Пример сортировки полос
- при снятии полос со станка и складывании их для последующей распиловки штабель получается устойчивым, поскольку ширина полос уменьшается по мере отпиливания;
- последнюю, самую большую и тяжелую полосу не надо снимать со станка, а достаточно просто перевернуть, упереть в левый упор и начать пилить дальше.
Данный метод является технологичным и универсальным, поэтому широко используется на практике.
Рассмотрим еще один похожий метод — сортировка по снижению коэффициента использования материала с размещением последней, самой широкой полосы. От предыдущего он отличается тем, что позволяет легко отделять готовые детали, которые можно сразу отправлять на последующую обработку, от полос, подлежащих дальнейшей распиловке. Проанализируем последовательность распила полосы, показанной на рис. 6. Вначале отпиливаются готовые заготовки (позиции 7, 6, 4, 2), упорядоченные по убыванию ширины, из них формируется устойчивый штабель и передается на последующую обработку. Это позволяет получить два важных преимущества:
- экономия времени;
- повышение точности распиловки за счет перемещения упоров только в одном направлении.

Рис. 6. Пример сортировки полос
Момент перехода от распиловки готовых деталей к распиловке полос отслеживается очень просто: после отпиливания последней готовой детали в полосе (позиция 2) упоры должны переместиться в обратном направлении. Это и будет сигналом оператору о том, что готовые детали в данной полосе закончились. Далее отпиливаются полосы, которые надо складывать в отдельный штабель.
Выбор метода сортировки осуществляется технологом мебельного предприятия с учетом свойств материала, размеров и количества раскраиваемых панелей, а также особенностей технологических процессов. Каждый из них имеет свои преимущества.
Задача оптимального расходования материалов состоит из нескольких частей
Складской учет мерных материалов
В зависимости от особенностей бизнеса, клиенты используют несколько схем учета материалов:
- На основании плана производства формируются требования – накладные с указанием продукции. Выдача дополнительных материалов (не хватило) отражается отдельными документами. Указание продукции в этих документах – желательно, но не является необходимым условием. В этом случае, в цех выдаются только те материалы, которые есть в спецификациях выпускаемой сегодня продукции и только в нужном количестве. Недостатком данного подхода можно назвать необходимость оформлять больше документов и отсутствие запаса материалов на участках (может, это достоинство?)
- Требования – накладные формируются асинхронно, без привязки к плану производства на основании заявок мастеров. Такой подход позволяет получить “живой склад” при минимальных операторских затратах кладовщика, но не защищает от перерасхода материалов. Вся ответственность за соответствие расхода спецификациям, лежит в этом случае на мастерах и рабочих. План-фактный анализ себестоимости, покажет отклонения, но может оказаться поздно
Учет деловой обрези
Возможен в сценарии, при которм требования – накладные формируются на основании плана производства. Остатки деловой обрези на начало раскроя берутся из специального регистра и могут быть скорректированы оператором в соответствии с реальными остатками. При проведении задания на производство, данные о количестве материалов, которое необходимо получить со склада, помещаются в требования – накладные, а данные об образовавшейся деловой обрези складываются обратно в регистр.
Взаимодействие исполнителей
Принимая решение об использовании оптимизатора раскроя, необходимо учесть:
- При автоматическом раскрое невозможно организовать сварку (сборку) изделий “из – под пилы”, так как отрезки, относящиеся к одному изделию будут “разбросаны” по всей карте оптимизации
- Удлинняется цикл производства, требуется организовать пул для хранения заготовок. Компромиссом является раскрой партиями по 30 – 50 изделий. При этом достигаются высокие показатели обрези и получается равномерная загрузка участков сварки и фурнитуры
- Снижается оперативность, с которой цех может отреагировать на изменения плана. Если менеджеру нужно вклинить в сегодняшний план новое изделие, это ухудшит результаты оптимизации
Программа раскроя листовых материалов
BestCut 2.62d
Программа позволяет получать оптимальные карты раскроя листовых материалов на прямоугольные детали с учетом особенностей обработки ДСП и применяемого оборудования.
Программа Cutting 2 portable
Программы семейства CUTTING предназначены для оптимального раскроя материала на прямоугольные или линейные детали. Программы могут быть использованы в деревообрабатывающем производстве, производстве мебели, рубки металла, резки стекла и т.д.
Небольшая по размеру, но весьма функциональная программа, позволяющая составлять и редактировать карты раскроя для листовых материалов (ДСП, ЛДСП, МДФ, фанеры и пр.) с размещением по листам до 500 наименований разных деталей. Также программа позволяет отмечать в спецификации кромкование торцов, сохранять и распечатывать задания на раскрой и кромкование, результаты расчетов. Есть статистика подсчета расхода материала, длины реза пилы и расхода кромки. Специальной установки на компьютер для программы Каттинг не требуется, она работает даже с флеш-карты.
Программы семейства CUTTING предназначены для оптимального раскроя материала на прямоугольные или линейные детали. Программы могут быть использованы в деревообрабатывающем производстве, производстве мебели, рубки металла, резки стекла и т.д. В основу программ положен уникальный, высокоскоростной алгоритм, позволяющий быстро произвести раскрой с минимальными отходами.
При разработке алгоритмической части программ основным критерием выбран принцип минимизации отходов, а при разработке интерфейсной части автор стремился сделать программы простыми и удобными в каждодневном пользовании. Программы функционируют в среде операционных систем Windows 98/ME/2000/NT/XP/Server 2003/Vista/7/8/8.1.
Современный дизайн.
• Многочисленные настройки.
• Импорт и экспорт.
• И много других передовых нововведений в новом профессиональном программной продукте Cutting 3.
Программа оптимального раскроя линейных заготовок Cutting Line
Описание: Программа CUTTING предназначена для оптимального раскроя материала на линейные детали. Программа могут быть использованы в деревообрабатывающем производстве, производстве мебели, рубки металла, резки стекла и т.д. В основу программ положен уникальный, высокоскоростной алгоритм, позволяющий быстро произвести раскрой с минимальными отходами.
При разработке алгоритмической части программ основным критерием выбран принцип минимизации отходов, а при разработке интерфейсной части автор стремился сделать программы простыми и удобными в каждодневном пользовании.
Программа Астра Раскрой
Описание:
Программа Астра Раскрой предназначена для оптимизации раскроя листовых материалов — древесностружечных плит-ДСП, ДВП, фанеры, металла, стекла и пластиков. Простые и понятные инструменты программы позволяют:
* Быстро создать заказ.
* Автоматически раскроить заказ.
* Быстро и точно отредактировать карты раскроя.
* Рассчитать, сохранить и использовать мерные остатки.
* Получить и распечатать техническую документацию в полном объеме.
* Рассчитать стоимость заказа и распечатать счет-фактуру.
Доп. информация:
Это версия портативная — установка не нужна, все готово для работу.
Базис-Мебельщик — основной модуль системы БАЗИС. Он предназначен для создания изделий корпусной мебели любой сложности, с возможностью автоматического получения полного комплекта чертежей и спецификации. Применение модуля Базис-Мебельщик позволяет сократить время проектирования и технологической подготовки производства изделий в 10-15 раз по сравнению с ручной работой при значительном сокращении количества субъективных ошибок.
Базис-Раскрой — Уникальная современная программа, сочетающая в себе наглядный и понятный интерфейс с мощными математическими алгоритмами оптимального раскроя. Базис-Раскрой позволяет получить существенную экономию материалов и времени изготовления изделий за счет формирования карт раскроя, в максимальной степени учитывающих технологические и организационные производства.