Как сваривать полипропиленовые трубы и какой инструмент нужен для этого
Содержание:
- Как выбрать качественную полипропиленовую трубу
- Анатомия полипропиленовых труб
- Соединение труб с использованием электрофитингов
- Как использовать сварочный аппарат
- Цены на оборудование и услуги
- Инструменты для пайки полипропиленовых труб
- Разводка полипропиленовых труб
- Ошибки, которые могут возникнуть при сварке
- Инструменты для соединения
- Инструментарий для сваривания ПП труб
- Почему полипропилен для сварки лучше, чем металл
- Монтаж трубопровода
- Как грамотно паять – важные нюансы пайки:
- Холодная сварка
- Распространенные ошибки
- Ошибки во время пайки, способы, позволяющие их избежать
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
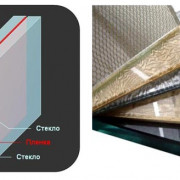
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Анатомия полипропиленовых труб
Большинство полипропиленовых (ПП) труб одинаково только на первый взгляд. Более детальное их рассмотрение позволит заметить различия по плотности материала, внутренней структуре и толщине стенок. От этих факторов зависит сфера применения труб и особенности их монтажа.
Классификация ПП материала
Качество сварного полипропиленового шва и эксплуатационные характеристики труб во многом определяются технологией изготовления ПП.
Существуют такие разновидности деталей, исходя из материала их изготовления:
- PРН. Однослойные изделия, выполненные из гомополипропилена. Применяются в промышленных трубопроводах и системах холодного водоснабжения.
- РРВ. Однослойные изделия из блоксополимера ПП. Применяются при монтаже напольных отопительных сетей и холодных трубопроводов.
- PPR. Однослойные изделия, выполненные из рандомсополимера ПП. Применяются в системах водоснабжения и домашнего отопления с температурой воды до +70°С.
- PPS. Трудновоспламеняемый вид труб с рабочей температурой до +95 °С.
Существуют ещё многослойные армированные детали из ПП.
При нагревании на 80 градусов армированные ПП трубы удлиняются на 2-2,5 мм/м, а обычные однослойные – на 12 мм/м
Они имеют дополнительную внутреннюю алюминиевую оболочку, которая резко уменьшает температурные удлинения, облегчая монтаж разводки и безопасность эксплуатации.
Минусом этих изделий является необходимость перед пайкой снятия верхнего полимерного слоя и алюминия на глубину проникновения трубы в фитинг.
Детальнее виды ПП труб по материалу изготовления и фитинги мы рассмотрели в другой нашей статье.
Как выглядит маркировка?
Выбрать требуемые трубы и фитинги для пластиковой разводки в строймаркете можно и самостоятельно. Нужно только знать условные обозначения маркировки.
Показатели могут быть в другой последовательности и на иностранном языке, но любую расшифровку должны знать менеджеры магазина
Для определения сферы применения полипропиленовых изделий главным является показатель PN. Это показатель номинального давления в кгс/см2 (1 кгс/см2 = 0,967 атмосфер), при котором эксплуатационный ресурс не изменяется. Базовая температура теплоносителя при расчете принимается равной 20 °С.
В бытовой сфере применяются 4 основных типа ПП труб с различными показателями PN:
- PN10 – для холодного водопровода;
- PN16 – для холодного и для теплого водопровода;
- PN20 – для горячей воды и систем отопления;
- PN25 – для систем отопления, особенно центрального типа.
Изделия с PN25 часто имеют большую линейную длину, поэтому практически всегда армированы алюминиевой фольгой или прочным стекловолокном для меньшего расширения при нагревании. Рекомендуем детальнее разобраться с маркировкой ПП труб для отопления.
Внешний вид и внутренняя структура
Качественные ПП трубы имеют на срезе идеально круглую форму. Толщина стенок и армирующего материала должна быть одинакова по всей окружности, не должно быть разрывов алюминия или стекловолокна.
Для обрезки верхнего слоя пластика и фольги на армированных трубах нужно приобрести специальный инструмент – шейвер. Он недорог и прост в эксплуатации
Армированная труба традиционно состоит из трёх слоев: внутреннего и наружного полипропиленового и среднего алюминиевого или стекловолоконного. Поверхности труб должны быть гладкими, без наплывов и углублений.
Цвет материала может быть зеленым, белым или серым, но от этого качество и характеристики труб совершенно не зависят.
Соединение труб с использованием электрофитингов
Электрофитинг
Электрофитинги представляют собой различные соединительные элементы особой конструкции, внутри которых имеются встроенные электронагреватели с выходящими наружу контактами.
При монтаже трубы вставляются и неподвижно фиксируются в электрофитинге. К наружным контактам электрофитинга с помощью проводов подключается сварочный аппарат, подающий на него электропитание в заранее установленном автоматическом режиме на определенное время.
В результате работы встроенного электронагревателя происходит частичное расплавление внутренней поверхности электрофитинга и пайка ПП трубы с соединительным элементом.
Преимущества этого способа:
быстрый и технологически простой процесс сваривания труб.
Недостаток:
высокая стоимость соединительной арматуры и сварочного агрегата.
Пайку труб из полипропилена с электрофитингом используют строительные фирмы при выполнении больших объемов работ. В домашних условиях этот способ практически не применяют.
Как использовать сварочный аппарат
Для правильной установки потребуется ровная поверхность и закрепление. До нагрева аппарата необходимо снарядить его всем необходимым, включая насадки должного размера. Насадка равномерно прогреется, это не зависит от положения на нагревателе, поэтому мастера располагают ее так, чтобы было наиболее удобно пользоваться. Если вы монтируете трубы на стену, то всю конструкцию рекомендуется собрать отдельно, лишь потом крепить.
Подобная работа должна выполняться не в одиночку, качество зависит от мелочей, поэтому необходимо иметь напарника, который подержит всё это дело, да поможет. Разные трубы требуют различной температуры, пренебрегать этим не стоит. Полипропиленовые трубы для комфортной сварки требуют температуру в 260°С. Работа с полиэтиленовыми должна проходить при температуре в 220°С. Естественно, время нагрева будет различаться в зависимости от многих факторов, например температура окружающей среды. Если температура в помещении или на улице ниже 0°С, то сварку проводить нельзя.
Это связано с физическими реакциями данных материалов. Если температура наоборот высокая, скажем 40 градусов, то процесс сварки продлится немного меньше. Обратный процесс происходит при низкой температуре
Существует одно важное правило у мастеров, диаметр не разогретого фитинга должен быть немного меньше, чем диметр трубы. Как только сварочный аппарат нагрелся до необходимой температуры, поддерживайте её еще 2-3 минуты, только затем приступайте к первой сварке
Не забывайте чистить насадку после каждого применения, на ней не должно оставаться много налепленной пластмассы.
Цены на оборудование и услуги
Средняя цена простого аппарата для сварки труб составляет 3000 рублей. Встречаются экземпляры и по 50 000 рублей, но это техника для профи.
Труба полипропиленовая стоит от 20 до 100 рублей за погонный метр. Цена зависит от диаметра изделия и наличие или отсутствие армированного слоя. Стоимость фитингов от 10 до 300 рублей.
Расценки на сантехнические работы незначительно разнятся. В среднем комплексная разводка труб, длиной в 12 метров с тройниками и другими соединениями обойдется вам не менее 11 000 рублей.
Сложность работы и наличие труднодоступных участков значительно удорожает конечную стоимость.
Инструменты для пайки полипропиленовых труб
Инструменты для пайки труб
Учитывая всю важность соблюдения нормативных условий при прокладке пластикового водопровода, использование сподручных средств для пайки не допустимо. Специализированное оборудование обеспечивает достаточную скорость стыковки, сваривания на нормированном уровне качества
Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении. Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором.
При планировании большого объема работ и в промышленных масштабах используют более эффективное оборудование. Автоматические аппараты имеют специальные приспособления, за счет которых задается необходимый диаметр обхвата. Нужное значение температуры достигается быстрее, чем на ручных аппаратах для пайки полипропиленовых труб. За счет этого прокладка трубопроводов при помощи такого оборудования происходит в разы быстрее.
В промышленных условиях для соединения труб большого диаметра применяются специальные стыковочные сварочные аппараты. Модификация оборудования обеспечивает быструю подготовку (форматирование) труб к установке и такой же быстрый монтаж при любых объемах задач.
Ножницы для резки труб
В арсенале монтажника необходим иметь и такие приспособления, как резаки для труб. Полипропиленовые трубы известны не только своей практичностью, но и высокой скоростью прокладывания на месте эксплуатации. Специальные ножницы для резки труб обеспечивают быструю подготовку торцевой части к стыковке с фитингами.
Разводка полипропиленовых труб
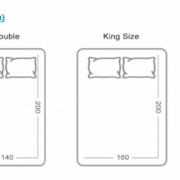
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Ошибки, которые могут возникнуть при сварке
При монтаже труб из полипропилена могут возникнуть некоторые ошибки, которые появляются при отсутствии опыта. Вот некоторые из ошибок:
- Недостаточный нагрев паяльник — это очень распространённая ошибка. Вызывает понижение температуры, а значит некачественную сварку, а из-за этого может появиться протечка, нужно помнить о том, что паяльник необходимо нагревать не менее 5 минут и не отключать от сети в течение всей работы.
- Передержка или недодержка также очень вредна. Полипропилен начинает очень сильно размягчаться — это вызывает деформацию сварного соединения, что также может вызвать протечку.
- Фитинг использовать повторно нельзя ни в коем случае.
- Комплектующие изделия от разных производителей также не рекомендуется использовать, так как полипропилен разных марок может иметь различную температуру плавления.
https://youtube.com/watch?v=bEe_WcY6STk
Монтаж и сварка — это не такой уж и сложный процесс, и, овладев нужными навыками, вы сможете сами сварить тизделия, не вызывая профессионалов. Это позволит сэкономить средства из семейного бюджета, а также и подрабатывать на этом.
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух.
Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор. Пайке и типичным ошибкам, допускаемым при состыковке полипропиленовых труб, посвящена следующая статья, с которой мы советуем ознакомиться.
Утюг представляет собой компактный и легкий сварочный прибор, оборудованный посадочными местами под размещение гильзы для труб и дорна для фасонных изделий
В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбирают в зависимости от диаметра используемых труб:
- 20-й размер – для труб диаметром в полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду.
Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – труборез. С его помощью можно получить ровный, гладкий и красивый срез.
Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент оснащен прорезиненной рукояткой
За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги.
Помимо основных инструментов для проведения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
Набор должен состоять из:
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.

Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC.
Почему полипропилен для сварки лучше, чем металл
Разнообразные колена и фитинги, а также профильные и круглые отводы из полипропилена пользуются заслуженной популярностью, поскольку:
- Образуют после правильно проведенной сварки монолитные детали, которые способны прослужить более пятидесяти лет.
- В процессе эксплуатации не снижают своей пропускной способности.
- Обладают очень высокой устойчивостью к различной бытовой химии.
- Стоимость таких изделий в несколько раз ниже стоимости аналогичной продукции, произведенной из металла.
Кроме того, если изделие подобрано правильно и сварка произведена качественно, то можно сказать, что полипропиленовые трубы во многих случаях являются просто идеальным элементом соответствующей системы в том числе и .
Монтаж трубопровода
Итак, как варить полипропиленовые трубы?
Инструмент
Начнем с подготовки инструмента.
Нам понадобятся:
Низкотемпературный паяльник с комплектом насадок соответствующего диаметра.
Полный комплект инструмента для работы с полипропиленом.
- Нож для снятия фаски с трубы.
- При работе с армированными алюминием трубами – так называемую зачистку (шейвер) для наружного расположения армирующего слоя и торцеватель – для внутреннего (в середине стенки). Инструменты выпускаются как в виде насадки для дрели, так и под ручную зачистку.
Резка, зачистка
Инструкция по резке не содержит никаких тайн: труба размечается с учетом ее погружения в фитинги и отрезается ножницами-резаком. Затем с ее наружной стороны снимается фаска.
Зачистка алюминиевой фольги осуществляется несколькими оборотами шейвера / торцевателя. Цель – предотвратить контакт алюминия с водой. При определенных обстоятельствах (в частности, при наличии в контуре меди, с которой алюминий образует гальваническую пару) фольга может корродировать, что приведет к уже упоминавшемуся расслоению трубы с катастрофическим падением прочности соединения.
Зачистка ручным шейвером.
Соединение
Как правильно варить полипропиленовые трубы своими руками с помощью паяльника?
- На нагревательный элемент монтируется насадка соответствующего диаметра.
- Инструмент прогревается до штатной температуры.
- С насадкой одновременно совмещаются внутренняя поверхность раструбного фитинга и наружная поверхность отрезка трубы.
- После оплавления полимера детали совмещаются плавным поступательным движением и удерживаются в статичном положении до схватывания расплава. Повороты недопустимы: они создадут на оплавленных поверхностях “волну”. которая резко ослабит соединение.
Труба и фитинг совмещаются поступательным движением без проворота.
Сколько времени занимает нагрев и схватывание? Ответ зависит от диаметра трубы:
| Наружный диаметр (миллиметры) | Продолжительность нагрева (секунды) | Продолжительность фиксации деталей (секунды) |
| 75 | 30 | 10 |
| 63 | 24 | 8 |
| 50 | 18 | 6 |
| 40 | 12 | 6 |
| 32 | 8 | 6 |
| 25 | 7 | 4 |
| 20 | 7 | 4 |
| 16 | 5 | 4 |
Инструмент для сварки полимера недорог; однако у наиболее экономных читателей все же может возникнуть предсказуемый вопрос: как сварить полипропиленовые трубы без паяльника?
При небольшом диаметре трубопровода его можно заменить газовой горелкой, собранной на коленке из баллончика и насадки к нему. В пламени горелки одновременно оплавляются обе свариваемых поверхности; дальнейшие операции ничем не отличаются от рассмотренного выше случая. Недостаток метода – в том, что без долгих тренировок трудно получить равномерное оплавление деталей.
Сварить детали можно и на газовой горелке.
Общие правила
При монтаже полипропиленом систем ГВС и отопления нужно учитывать главную особенность пластика – значительное линейное расширение при нагреве.
- Хомуты на длинных участках не должны препятствовать смещению трубопровода вдоль собственной оси.
- При укладке в штробы между трубой и концом штробы обязательно оставляется незаполненное штукатуркой свободное место ( 0,5 – 1 см).
- Прямолинейные участки протяженностью свыше 3 метров снабжаются кольцевыми или П-образными компенсаторами.
На фото – кольцевые компенсаторы на стояках.
Как грамотно паять – важные нюансы пайки:
Если действовать по установленным правилам, то сваривать полипропиленовые трубы и фитинги не сложно. Даже малоопытный и начинающий мастер может легко сконструировать водопровод или отопление из пластика.
Перед тем, как варить своими руками ПП сеть, лучше договориться с кем-нибудь из своих знакомых о помощи. Паять удобнее, когда один человек держит сварочник, а второй состыкует прогретые детали.
Несмотря на большие количество нюансов, которые необходимо выполнить, специальные знания для таких действий не нужны, и каждый желающий может самостоятельно это проделать у себя дома.
Холодная сварка
Холодная сварка труб осуществляется при помощи специального клея. Он имеет особый состав, который размягчает наружные поверхности соединяемых элементов.
Для этого места соединений предварительно обезжириваются, затем на них наносится слой клея. После этого детали соединяются между собой, фиксируются в нужном положении и выдерживаются в течение определенного времени.
Поучившиеся соединение труб методом холодной сварки не уступает по прочности диффузионной термической спайке.
Преимущества:
простая технология, не требующая покупки электронагревательного оборудования.
Недостаток:
такой способ соединения полипропиленовых труб можно использовать только для систем холодного водоснабжения.
Для отопления и ГВС его применять не рекомендуется.
Распространенные ошибки
Выполняя работы своими руками, большинство мастеров-самоучек допускает ряд ошибок, приводящих к быстрой изнашиваемости трубопровода.
К их числу относятся:
- Неправильное крепление к фитингу. Очень часто ПВХ и ППР трубы не заталкиваются в соединительный элемент. В результате этого зазор станет слабым элементом со всей системе. Огреха проявится не сразу, однако определенно даст о себе знать.
- Сильное механическое воздействие на трубу. Стремясь исключить зазоры, многие мастера слишком сильно вдавливают трубу в фитинг. В результате этого происходит выдавливание грата, создающего впоследствии препятствие на пути жидкости.
Чтобы быстрее выполнить монтаж полипропиленовых труб, стоит задействовать несколько людей
В любой работе важна золотая середина, прочувствовать которую сразу же удается далеко не всем. На этот случай существует инструкция, руководствуясь которой сваривать поверхности будет на порядок легче.
Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации;
изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении;
неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения;
нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения.
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения
Принимают во внимание длительность пайки – для разных видов труб значение этого параметра отличается. По истечении данного отрезка времени можно отпустить изделие, но не рекомендуется сразу же подавать воду в систему
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.