Контактная сварка из инвертора
Содержание:
- Компоненты для точечной сварки
- Лучшие модели
- Точечная сварка своими руками из … микроволновки!
- Физико-механические аспекты
- 3 Цепь управления – из чего состоит и как работает?
- Контактная сварка своими руками с регулятором на микро-чипе PIC16F628
- Блок питания и его схема
- Принцип действия точечной сварки
- Аккумуляторы 18650 и их сварка
- Как выполнить точечную сварку
- Схема точечной сварки
- Аппарат для точечной сварки своими руками
- Заключение
Компоненты для точечной сварки
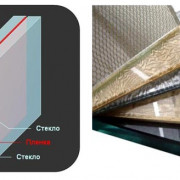
Педаль для сварочного аппарата служит для удобства осуществления этого процесса. Такие небольшие устройства имеются в продаже, но также их можно изготовить самим из подручных материалов. Для этого понадобятся две деревянные дощечки, соединенные между собой подвижным механизмом.
Если трансформатор настоятельно рекомендуется использовать, изъяв его из старой микроволновки, то на приобретение некоторых элементов неизбежно придется потратиться. Чтобы особо не заморачиваться, можно приобрести сразу весь комплект. Существуют полностью собранные комплекты. Это, конечно, облегает работу, но вводит в дополнительный расход и лишает радости творчества. Отдельно можно приобрести компактный контроллер. Фишка состоит в наличии дисплея. Также существуют платы с дисплеем. Не введут в сильный расход, но обеспечат удобство при осуществлении контактной сварки ручки-держатели.
Вместо того, чтобы тратить время на оттачивание металлических стержней, которые будут в дальнейшем играть роль электродов, можно приобрести уже готовые. Они представляют собой уже заточенные стержни из меди, которые будут зажаты в держателях. Обычно в комплекте их содержится десять штук. По мере их износа можно осуществлять замену, поэтому количество предлагаемых в комплекте медных отточенных стержней не будет чрезмерным.
Можно приобрести моток никелевых пластин для сваривания аккумуляторов точечным способом. Интересным моментом является наличие в ленте прорезей. Существует вариант, когда лента продается уже нарубленными кусками. Величина тока при точечной сварке аккумуляторов потребует выбор пластинок определенной толщины.
При отсутствии вышедших из строя старых микроволновок и нежелании разбирать еще вполне исправные, можно приобрести новый трансформатор. По крайней мере, это даст гарантию более хорошей работы самодельного аппарата для сварки аккумуляторных батарей. Также существует полный комплект из необходимых элементов, которые останется только собрать в единое целое.
Лучшие модели
По мнению многих людей, тесно работающих со сварочным оборудованием, следует отметить следующие модели.
| Название | Описание | Стоимость | Достоинства | Недостатки |
| Калибр СВА-1,5 АК | Лучший вариант цена/мощность, но не для «гаражного использования» | 13890 руб. | Процесс сварки проходит аккуратно
Не требуется механообработка Мощная возвратная пружина |
Верхняя консоль перегревается
Тяжелый Сильно нагружает сеть напряжением 220В |
| FoxWeld KTP-8 3098 | Пользуется спросом при работе с крупными металлическими конструкциями | 15560 руб. | Большая рукоятка для транспортировки
Малогабаритный Повышенная мощность тока при сварке |
Люфтит
Нагружает сеть Тяжелый Нерегулируемая мощность |
| Споттер FUBAG TS 2600 38 666 | Подходит для ремонта кузова автомобиля | 32620 руб. | Предупреждает о перегреве
Четыре различных режима работы |
Тяжелый
Дорогой Нерегулируемая сила тока |
| Споттер RedHotDot HAMMER IT 275116 | Примечателен наличием числового управления. Подходит для эксплуатации в гаражных условиях. | 30168 руб. | Не нагружает бытовую сеть
Малогабаритный Большая глубина расплавления и сварки |
Высокая цена
Тяжелый – весит больше 16 кг |
| FoxWeld MTP-25 3373 | Отличный вариант для производственных условий. | 67900 руб. | Прост в управлении
Долговечный Клещи сжимаются с помощью педали |
Очень дорогой
Требуется специальная установка Необходима постоянная заточка электродов |
| WIEDER KRAFT WDK-6000 | Приемлемый вариант для автомастерских. | 65273 руб. | Наличие тележки
Питается от 220В Повышенная надежность Может сваривать в восьми разных режимах Микропроцессорное управление |
Очень дорогой
Отсутствует вентилятор, охлаждающий механизм Габаритный (60х50х95 см) |
Точечная сварка своими руками из … микроволновки!
Для мастера бывает необходимость в точечной сварке. Данная точечная сварка даёт ток до 800 Ампер, чего вполне достаточно для сварки листового металла до 1,5мм.
Итак, нам нужна старая микроволновка и чем она больше по размеру, тем лучше. В больших микроволновках установлен трансформатор большей мощности. Если у Вас нет ненужной микроволновки, то старые микроволновки часто можно купить дёшево на форумах и бесплатных досках объявлений, либо же можно поискать их возле мусорных контейнеров или спросить в телемастерских.
Внимание! Перед разборкой микроволновка должна быть выключена от питающей сети. Далее разбираем микроволновую печь
Внутри микроволновой печи есть несколько компонентов, которые представляют опасность даже в выключенном состоянии и могут нанести серьезный удар током — это конденсаторы (см. фото), способные держать заряд некоторое время. Поэтому разряжаем конденсаторы, замыкая их выводы между собой отверткой. ВВ трансформатор стоит внизу.

Из внутренностей микроволновки нас в первую очередь интересует высоковольтный трансформатор.

Сердечник трансформатора скрепляется с помощью двух тонких сварных швов, как видно на фото.

Как изготовить трансформатор для сварки?
Есть два варианта снятия обмотки:
- Разобрать сердечник трансформатора.
- Срубить обмотку зубилом.
Способ 1.
- Вам понадобятся ножовка или болгарка для того чтобы разрезать этот шов, а также молоток и долото чтобы добраться до обмоток трансформатора.
- Будьте аккуратны, извлекая первичную обмотку из трансформатора, так как она нам еще понадобится.

Постарайтесь не гнуть и не царапать её.

Вторичная обмотка может быть намотана очень плотно и ее сложно извлечь, поэтому если она Вам не нужна, то можно разрезать и вытащить по кускам, так будет намного легче.

Теперь, после всех манипуляций, у Вас на руках должны быть — целая и неповрежденная первичная обмотка трансформатора и его сердечник, разделенный на две части (без клея и бумаги, которые удерживали его обмотки внутри).
Следующим шагом будет намотка вторичной обмотки трансформатора. Для этого нужно взять медный (обязательно!) кабель приблизительно такого же сечения как и прорези в сердечнике трансформатора (около 7 мм) и намотать два витка.

- Затем я скрепил сердечник трансформатора с его основанием, используя обычную 2-х компонентную эпоксидную смолу и аккуратно прижав в тисках, оставил склеиваться.
- После того как эпоксидка высохнет, трансформатор должен выглядеть примерно так.
Способ 2.
Тоже не из лёгких, но при этом трансформаторное железо останется целым, что важно. Для этого нужно снять обмотку, используя зубило, долото, ножовку по металлу и т.д
Удаляем также шунты.
Далее наматываем новую обмотку на трансформатор. Она делается из многожильного провода с сечением не менее 100 мм2 (или диаметром более 1 см)
Будет достаточно сделать 2-3 витка.
Если провод имеет слишком толстую изоляцию, то допускается удалить ее и заменить тканевой изоляционной лентой.
Если используется сразу два трансформатора, то вторичная обмотка для них делается общей, но очень важно правильно соединить выводы с их первичных обмоток.
Напряжение на выходе трансформатора получилось чуть более 2-х вольт, но сила тока — около 800 Ампер! Это достаточный ток для того чтобы обеспечить прочное соединение при сварке металлов.
Корпус для сварки своими руками
Теперь осталось сделать корпус для аппарата точечной сварки. Можно сделать его из металла. Можно сделать корпус из дерева. Вы можете делать его исходя из того, что у Вас будет под рукой.
- После того как я вырезал все части корпуса, я тщательно закруглил их края с помощью фрезы.
- На верхнем рычаге Вам нужно будет сделать выемку, для того, чтобы рычаг мог легко подниматься вверх не упираясь в корпус.
- На задней панели я вырезал два отверстия, одно под выключатель, второе под провод питания.
- Затем я закрепил на задней панели выключатель и вставил кабель питания в отверстие. Утолщение на кабеле предотвращает его от выпадания.
- Я закрепил трансформатор на деревянной основе с помощью обычных саморезов. На один из них я одел клемму, которую присоединил к заземлению.
- Затем я отшлифовал, загрунтовал и окрасил все детали. Я выбрал два цвета — черный для корпуса, и желтый для движущихся частей (рычагов).
Физико-механические аспекты
Сущность КС заключается в последовательной реализации физико-механических процессов, способствующих образованию неразъемного сварного соединения. Для этого технологическую схему КС разбивают на следующие стадии:
- Механическое поджатие свариваемых деталей между электродами – для обеспечения плотного контакта между стыкуемыми поверхностями.
Сопрягаемые поверхности в силу своей шероховатости не являются идеально гладкими, поэтому физический контакт двух заготовок осуществляется по многочисленным площадкам микроскопических размеров (так называемые микроконтакты).
- Пропускание электрического тока через границу контакта сопрягаемых элементов – для нагрева до оплавления соединяемых поверхностей. На этой стадии КС начинается межатомное взаимодействие материалов деталей, способствующее формированию сварного соединения.
В соответствии с законом Джоуля – Ленца при прохождении электротока через поверхности сопрягаемых деталей происходит выделение тепла, количество которого возрастает при увеличении силы сварочного тока Iсв и омического сопротивления R участка прохождения тока.
Особенностью зоны контакта сопрягаемых металлов является ее высокое электрическое сопротивление Rк, значительно превышающее сопротивления других участков сварочной цепи – сопротивления Rдет свариваемых деталей и сопротивления прижимающих электродов Rэлек .
При прохождении тока через микроконтакты происходят сотни тысяч микрооплавлений, способствующих расплавлению всей контактирующей поверхности. При этом в процессе КС сами свариваемые заготовки практически не нагреваются, поскольку их сопротивление небольшое.
Для скорого нагрева зоны контакта необходимы мощные токи, сила которых достигает нескольких тысяч ампер. С учетом большой величины сопротивления Rк микрорасплавления происходят в течение десятых или даже сотых долей секунды, что обуславливает высокую скорость КС.
На рис. ниже показаны схемы КС, иллюстрирующие особенности сопряжения поверхностей двух свариваемых деталей:
- (а) – схема КС;
- (б) – схема непосредственного (физического) контакта деталей в процессе сварки.
- Осадку свариваемых частей, представляющую собой поджатие нарастающим усилием, — для создания местной пластической деформации и образования пространственных межатомных связей.
При локальном нагреве сопряженных деталей повышается пластичность металла в зоне контакта. Под действием сжимающего усилия микронеровности на границах микроконтактов сминаются, после чего начинается взаимное диффузное проникновение атомов до расстояний, соизмеримых с параметрами кристаллических решеток. Образуются новые структурные связи, в зоне контакта формируется сварное соединение.
- Отключение подачи электротока, охлаждение расплавленного металла в зоне контакта до его окончательной кристаллизации. В ходе процесса кристаллизации сжимающее воздействие электродов сохраняется в целях предотвращения дефектов усадочного характера – рыхлот, пор и трещин.
3 Цепь управления – из чего состоит и как работает?
Цепь управления выполняет функции реле времени. Включая K1 на заданный промежуток времени, она задает продолжительность воздействия электрического импульса на свариваемые детали. Состоит цепь управления из конденсаторов С1–С6, которые должны быть электролитическими с напряжением зарядки 50 В или выше, переключателей типа П2К, имеющих независимую фиксацию, кнопки КН1 и двух резисторов – R1 и R2.
Емкость конденсаторов может быть: 47 мкФ для C1 и C2, 100 мкФ – C3 и C4, 470 мкФ – C5 и C6. КН1 должна быть с одним нормально-замкнутым, а другим нормально-разомкнутым контактами. При включении АВ1 начинают заряжаться конденсаторы, подключенные с помощью П2К к цепи управления и блоку питания (на Рис.1 – это только C1), R1 ограничивает начальный зарядный ток, что позволяет значительно увеличить срок эксплуатации емкостей. Зарядка происходит через скоммутированную на тот момент нормально-замкнутую контактную группу кнопки КН1.
Разомкнутая нормально-замкнутая контактная группа КН1 препятствует запитыванию реле непосредственно от блока питания. Чем больше суммарная емкость разряжающихся конденсаторов, тем дольше они разряжаются, и, соответственно, K1 дольше замыкает контакты 4 и 5 ключа МТТ4К, и продолжительнее сварочный импульс. Когда конденсаторы полностью разрядятся, K1 отключится, и контактная сварка прекратит свою работу. Чтобы ее подготовить к следующему импульсу, КН1 надо отпустить. Разрядка конденсаторов происходит через резистор R2, который должен быть переменным и служит для более точного регулирования продолжительности сварочного импульса.
Контактная сварка своими руками с регулятором на микро-чипе PIC16F628
Контактная сварка своими руками — сварочный аппарат у меня в хозяйстве исправно работает уже несколько лет, прекрасно выполняет свою работу при сетевом напряжении 175-230v. В основном я его применяю в кузовном ремонте автомобиля, он свободно может сваривать металлические листы 1.2мм. Но это конечно для него не предел, мощность силового трансформатора позволяет варить листы металла гораздо большей толщины.
Технические характеристики силового трансформатора
Мощность 3500ВА, первичная обмотка рассчитанная на напряжение 220v — 230v оставлена такой, какой была сделана на заводе. Не было смысла ее перематывать, сечение провода позволяло оставить ее такой как есть.
— принять участие в обсуждении данной конструкции можно на этом ресурсе Chipmaker — Здесь есть авторские прошивки
Версия №1 (Здесь показана принципиальная схема с включенным в нее оптосимистором, рассчитанным для управления высоковольтной нагрузкой, в данном случае тиристором.)
Здесь в архиве лежит принципиальная схема отличного качества, а также печатные платы.
Скачать:Название файла: opto_new Размер: 499 KB Версия №2 (Принципиальная схема построенная несколько иначе, то есть управление тиристорами выполняется с помощью трансформатора.)
Ниже представлен архив, содержащий принципиальную схему отличного качества в комплекте с печатными платами.
Скачать:Название файла: trans_628_new Размер: 473 KB
Модуль управления тиристорами — это аналог заводского тиристорного контактора КТ-07. Контактная сварка своими руками, в которой был использован трансформатор импульсного действия. Для этой цели прекрасно подошел уже готовый транс от ненужного блока питания входящий в состав компьютера. В разборке сердечника ничего сложного нет, нужно всего лишь нагреть его мощным феном, а потом разъединить на две части. Схема надежная, много времени работает без каких либо проблем.
Картинка общего вида аппарата контактной сварки
Модернизированный модуль для контроля контактной сваркой
Основа для электродов выполнена из медных прутьев имеющими диаметр 30 мм и такой же длинны.
Приводной механизм для верхнего электрода — двигатель в сборе с редуктором имеющий зубчато-винтовую передачу, в народе называют попросту — червячная. Такой механизм применяется в конструкции кресла в зубо-протезных кабинетах, кстати мне очень повезло, так как он мне достался совсем дешево. Затрачиваемое время на прижатие составляет всего полторы секунды.
Модуль управления
Вот модуль управления мне пришлось заказывать на одном из промышленных предприятий, но зато все сделано качественно и профессионально. Затем без проблем был смонтирован на бывший в употреблении заводской сварочный аппарат, взамен релейного блока собранного на электровакуумных лампах. Тестировал это устройство высококвалифицированный сварщик с большим опытом работы на оборудовании такого типа. Ну сказать, что он был в восторге, так этого наверно будет мало — был просто восхищен четкой работой полуавтомата.
Параметры трансформатора: 50ВА 220В,380В/10Вх1А, 20Вх2А
Остальные картинки в количестве 51 шт. можно посмотреть в приложении: img_kontaktnaya-svarka
Предыдущая запись Ремонт синтезатора CASIO
Следующая запись Электронный выключатель схема
Блок питания и его схема
Схема намотки трасформатора.
Схема блока питания показана на рис.1. Условно ее можно разделить на три составные части:
- цепь питания первичной обмотки понижающего трансформатора;
- понижающий трансформатор;
- вторичная обмотка с диодным мостом и стабилизатором напряжения.
В цепи первичной обмотки трансформатора установлен сетевой фильтр, обычно используемый в импульсных блоках питания. Здесь он используется для защиты микросхемы контролера от импульсов, создающихся в сетевом напряжении при работе споттера.
Трансформатор можно использовать любой с напряжением 220 В/24 В при работе от сети в 220 В. При работе от сети в 380 В нужно применить соответствующий трансформатор и сетевой фильтр.
К вторичной обмотке подключен диодный мост со сглаживающими конденсаторами и стабилизатор напряжения на микросхеме LM2574. С выхода микросхемы напряжение номиналов в 5 В подается на выходной разъем Х1 через цепочку LC — фильтра для устранения высокочастотных помех. Отмеченные пунктиром соединительные линии должны быть минимальной длины и располагаться по возможности ближе ко второй ножке микросхемы IC1.
Рисунок 1. Схема блока питания.
Напряжение на клемме 1 разъема Х1 используется контроллером для определения нулевого уровня.
Напряжение с клеммы 7 разъема Х1 используется для запуска контроллера при положительной полуволне сетевого напряжения.
Изготовленная своими руками схема при отсутствии ошибок в сборке начинает работать без дополнительных настроек. Наличие напряжения в 5 В будет контролировать светодиод LED1.
Пускатель К1 предназначен для подключения сетевого напряжения при замыкании выключателя S1.
Вместо него можно использовать автоматический выключатель с защитой нужного номинала или подключать напряжение напрямую, при наличии предохранителей в питающий сети.
Принцип действия точечной сварки
Технология контактной сварки работает довольно просто — детали плотно сжимаются и через кратчайшее расстояние подается мощный электрический импульс. Металл разогревается, в точке соприкосновения образуется расплавленное ядро. Так как детали сжаты, происходит диффузия металлов. Ток выключается, точка остывает, металл кристаллизуется. Сварная точка получается прочной, при попытке разорвать соединение лопается материал рядом с точкой. Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Чтобы импульс тока хорошо разогрел металл, он должен быть с большой силой и низким напряжением. Промышленные аппараты имеют характеристики: напряжение на контактах всего 1 — 3 Вольта, способны давать силу тока в 10 — 15 килоАмпер.
Устройство аппарата точечной сварки
Любой аппарат точечной сварки состоит из двух блоков:
- источник питания;
- зажимные клещи.
Чтобы получить мощный разряд при небольшом напряжении, потребуется трансформатор индукционного типа. Соотношение первичной и вторичной обмоток позволяет получить электрический импульс, достаточный для расплавления металла.
Зажимные клещи состоят из двух медных или графитовых контактов, расположенных на разных рычагах, и прижимного механизма. Прижимы бывают с разным приводом:
- Механические. Состоят из мощной пружины и рычага, сжатие металлов происходит за счет мускульной силы. Применяются в самодельных или бытовых аппаратах, не дают должного контроля за степенью сжатия, обладают малой производительностью.
- Пневматические. Наиболее популярны для переносных ручных аппаратов, легко регулируются при помощи изменения давления в воздушной магистрали. Недостаток — сравнительно медленные, не дают возможности изменения давления в процессе сваривания.
- Гидравлические. Не так популярны, гидравлический привод также медленный, но обладает большей широтой настроек, благодаря применению перепускных регулируемых клапанов.
- Электромагнитные. Самые «молниеносные», применяются как на ручных аппаратах, так и на больших стационарных. Позволяют регулировать сжатие металлов в процессе сварки, что позволяет добиться провара и отсутствия «выплесков» металла.
Клещи для точечной контактной сварки
Усложнение конструкции возможно при использовании контуров жидкостного охлаждения на нагруженных аппаратах, применении различных систем управления током и прижимом, роботизации перемещения электродов.
Где применяется
Точечную сварку применяют для соединения различных конструкционных металлов и сплавов. Особенности технологии — экологичность, скорость, надежность, легкость автоматизации — позволяют широко применять ее в:
- автомобилестроении для сборки кузовов;
- ювелирном деле для соединения деталей;
- микроэлектронике для спайки микросхем;
- производстве сварных арматурных каркасов для монолитных плит;
- производстве корпусов, деталей товаров народного потребления.
Преимущества и недостатки
Среди основных преимуществ точечной сварки особо выделяются:
- прочность соединения;
- технологичность;
- экономичность;
- возможность соединения как толстых, так и ультратонких деталей;
- возможность автоматизации и роботизации сварочного процесса;
- высокая культура производства и экологичность;
- универсальность в материалах и возможность масштабирования.
Среди недостатков можно выделить:
- сложность диагностики сварного соединения;
- требования к чистоте металлов при сварке;
- сложность настройки аппаратуры.
Это интересно: Машина контактной сварки — что это такое? Статья для новичков
Аккумуляторы 18650 и их сварка
Аккумулятор типа 18650 можно справедливо назвать универсальным, применяемым в большинстве бытовых приборов. Он принадлежит к литий-ионному виду. В связи с их популярностью большое значение имеет такой вид работ, как точечная сварка для аккумуляторов 18650 своими руками. Технические параметры заложены в самом названии такого вида аккумуляторов: первые две цифры «18» означают диаметр батарейки, а следующие «65» — ее длину. Габариты указаны в миллиметрах. Последняя цифра свидетельствует о цилиндрической форме аккумулятора.
В зависимости от химических показателей различается несколько видов аккумуляторов 186560, но их всех можно отнести к литий-ионным. Наибольшую емкость имеют литий-кобальтовые аккумуляторы. Литий-кобальтовые аккумуляторы нельзя применять в тех приборах, которые во время эксплуатации начнут оказывать на них сильную нагрузку. Иначе они за короткое время выйдут из строя, и для ремонта понадобится точечная сварка для аккумуляторов 18650.
Лучшими аккумуляторами такого типа считаются литий-марганцевые. Они отличаются стабильностью при эксплуатации и долгим сроком службы, поэтому весьма востребованы среди пользователей. К наиболее безопасным видам относятся литий-железо-фосфатные.
Их относительная безопасность объясняется тем, что входящий в состав железо-фосфатный катод нетоксичен и устойчив к воздействию высоких температур. Однако, при сильных повреждениях корпуса они могут взорваться или воспламениться и тогда понадобится сварка аккумуляторов 18650, которая исправит эту ситуацию.
Аппарат для сварки аккумуляторов 18650 не является слишком сложным и вполне может быть изготовлен самостоятельно в домашних условиях. Для того, чтобы аккумуляторы реже выходили из строя, необходима их правильная зарядка, которую надо осуществлять согласно имеющейся технологии. Для этого следует воспользоваться специальным зарядным устройством. Оно может быть независимым или работать только при подключении в электросеть.
Для зарядки аккумулятора понадобится порядка трех часов. На скорость зарядки влияет сила тока. Ее оптимальное значение 0,5-1 Ампер. После окончания зарядки произойдет самостоятельное отключение батарейки от зарядного устройства, что гарантирует отсутствие перегрева аккумулятора и его порчи.
Сварка аккумуляторов 18650 своими руками предполагает прохождение таких этапов:
- Батарею установить на ровную поверхность.
- На поверхности аккумуляторов положить небольшую пластинку, предназначенную для того, чтобы соединить несколько емкостей в одно целое.
- После подачи тока на электроды пластина будет приварена к батарее.
Точечная сварка своими руками 18650 должна осуществляться медными электродами, соединенными параллельно. Такая самодельная точечная сварка для аккумуляторов 18650 является отличной заменой обычной пайке, при которой происходит перегревание элементов. Мгновенный импульсный разряд соединит детали крепко, но без их перегрева. Указанным способом представляется возможным наладить работу, как строительных инструментов типа шуруповерта, так и компьютерной техники.
Схема точечной сварки для аккумуляторов:
Аппарат для сварки аккумуляторов 18650 несложно собрать самостоятельно. После его сборки перед тем, как начать работать, следует провести испытание на работоспособность. Делается это в следующей последовательности:
- На горизонтальной поверхности установить несколько штук отработанных аккумуляторов. В дальнейшем потребуется соединить их в один блок. Для фиксации можно обмотать их скотчем.
- Поместить соединительную пластину на верхние поверхности аккумуляторов. Пластина должна располагаться равномерно и симметрично.
- Прижать к сооружению электроды.
- Включить ток и убедиться в том, сварка происходит должным образом.
- Сделать несколько соединительных точек.
- Отключить ток.
- Убедиться в надежности полученного соединения, попробовав разорвать его.
Если проверка прошла успешно, то можно приступать к работе.
Как выполнить точечную сварку
Выполнение работ по сварке всегда начинается с подготовки оборудования. Каждый вариант устройства для сварки имеет свои особенности. Если имеется покупная техника, то стоит следовать инструкции по эксплуатации. Дополнительно подскажет обозначение и маркировка. Например, МТ имеют прямой ход электрода, а МТП – это подвесной вариант. Любое устройство должно быть полностью готово к работе и не требовать ремонта. Это сказывается за качеством процесса, поэтому за состоянием техники необходимо следить.
Далее идет подготовительный этап, который включает в себя следующие действия:
- подготовка рабочего места и оборудования;
- подготовка деталей и очистка их от дополнительных налетов и прочего, что может помешать процессу сплавления;
- далее закрепляем детали в необходимом положении. Для этого можно использовать тиски или аналогичный станок, а также щипцы;
- сварщик одевает спецодежду и маску, которые должны защитить от вероятных ожогов.
После подготовки включается устройство и производится процесс сварки двух элементов. Металл под воздействием электродов и температуры, создаваемой ими, плавится. После появления ядра ток перестает поступать, и детали сжимают между собой. После спрессовки ядро застывает и образует сварную точку. Импульсная сила спаивает материал.
Такую процедуру может выполнить сварщик любого уровня. Главным будет не пропустить момент спаивания и держать несколько секунд детали под давлением.
Схема точечной сварки
Чтобы самостоятельно изготовить точечную контактную сварку, внимательно изучите соответствующие схемы. Самая популярная из них эффективна в тех ситуациях, где приходится обрабатывать металлические листы с толщиной от одного миллиметра или проводку и прут с диаметром до 4 миллиметром.
В данном случае необходимо учесть такие особенности:
- Для сваривания следует обзавестись оборудованием с переменным напряжением в 220 Вт.
- Что касается выходного типа напряжения при работе на холостом ходу, то оно составляет 3−7 В.
- Максимальные показатели сварочного тока достигают 1,5 тысячи ампер.
Вся конструкция характеризуется принципиальной схемой, которая состоит из силовых частей, автоматизированного выключателя и контрольной цепи. Если при выполнении поставленной задачи возникают опасные ситуации, для их предотвращения достаточно нажать на выключатель. На первом узле установлен трансформатор для сварки т2 и прибор бесконтактного тиристорного включателя однофазного типа, который подключает первичную обмотку к источнику электрического питания.
Что касается второй схемы, то она требует выполнение характерной обмотки на сварочном трансформаторе с помощью определенных витков. На первичной обмотке размещены выводные участки, которые предназначаются для регулировки выходного сварочного тока с учётом соотношения вторичной обмотки. Таким образом постоянное соединение сетевой цепи остаётся на первом выводе, а работа электропитания регулируется посредством остальных.
Важная деталь системы с маркировкой М ТТ4 К отличается серийным производством. В таком модуле предусмотрен тиристорный ключ, который выполняет коммутацию нагрузки через 1 и 3 контакты. Устройство может работать под нагрузками с напряжением до 800 ватт и током до 80 ампер. Состав схемы включает в себя:
- блок питания.
- цепь для настройки механизма.
- реле к1.
В качестве источника электрического питания для сварочного оборудования используются любые трансформаторные системы с мощностью до 20 ватт. При этом его используют при работе на номинальной сети в 220 В. Что касается напряжения, которое выдается на втором варианте обмотки, то его показатели достигают 22 В. Чтобы выпрямить интенсивность подачи тока, можно установить диодный мост. Также не исключается вариант использования любых других узлов с подобными параметрами.
Аппарат для точечной сварки своими руками
Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.
Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
сделайте больше витков, так вы повысите показатели мощности
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
На первичные обмотки трансформаторов
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
Чем меньше длина провода
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
На промышленных аппаратах она доходит до 100 кг
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Заключение
Бытовую сварку из трансформатора микроволновки можно сделать при минимуме материальных вложений и временных затрат в бытовых условиях. Технология сборки контактной сварки из микроволновки проста и не требует наличия дорогостоящего оборудования, специфического инвентаря, редких материалов.
Важно подготовить подробную схему сборки агрегата, проявить бдительность при разборке СВЧ печи и сборке самодельной сварки на ее основе. Тогда сварщику удастся сэкономить и выполнять ряд несложных сварочных операций по соединению металлических деталей в бытовых условиях самодельным оборудованием